1 Γενικά
Αυτοματισμός
είναι
το
πεδίο
της
επιστήμης
και
της
τεχνολογίας
που
ασχολείται
με
τις
μηχανές
και
τις
διατάξεις,
που
εκτελούν
τις
αναμενόμενες
λειτουργίες "από μόνες τους", δηλαδή χωρίς την καταβολή ανθρώπινης προσπάθειας.
Ειδικότερα, ο Αυτοματισμός περιλαμβάνει:
•
εξέταση
και
κατανόηση
των
μηχανισμών
μέσω
των
οποίων
ένα
φαινόμενο
οδηγείται
στο
να
έχει
τη
μια
ή
την
άλλη
συμπεριφορά.
Αυτή
η
αντίληψη
των
αιτίων
που
καθορίζουν
τις
λειτουργίες
ενός
φαινομένου
ονομάζεται
και
ανάλυση
των
συστημάτων
-
τυποποίησης
µίας
διαδικασίας
µέσα
από
την
εύρεση ενός αριθµού βηµάτων – σταδίων τα οποία είναι καλά ορισµένα µεταξύ τους και εφόσον ακολουθηθούν παράγεται το επιθυµητό αποτέλεσµα
•
τον
έλεγχο,
δηλαδή
την
επιβολή
στα
φαινόμενα
της
επιθυμητής
ή
της
συμφέρουσας
συμπεριφοράς
ή,
ακόμη,
την
αποτροπή
μιας
επικίνδυνης
ή
ζημιογόνας εξέλιξης - ένας αλγόριθµος ο οποίος οδηγεί στην επίλυση ενός προβλήµατος
Εμείς, σε αυτό το μάθημα, θα ασχοληθούμε με συστήματα αυτοματισμού με χρήση ελεγκτών PLC
Ας δούμε όμως, αρχικά, πως καταλήξαμε στους Προγραμματιζόμενους Λογικούς Ελεγκτές
2. Εξέλιξη των Αυτοματισμών
Σήµερα
οι
ιστορικοί
θεωρούν
ότι
ο
αυτοµατισµός
και
τα
συστήµατα
αυτοµάτου
ελέγχου
αποτελούν
το
πιο
σηµαντικό
επίτευγµα
που
πέτυχε
ο
άνθρωπος
κατά
την
περίοδο
της
µετάβασης
του
από
την
προβιοµηχανική
στη
βιοµηχανική
περίοδο
(18ος
και
19ος
αιώνας).
Η
ραγδαία
ανάπτυξη
της
επιστήµης
του
αυτοµατισµού
οφείλεται
στην
αύξηση
της
παραγωγικότητας
και
της
αξιοπιστίας
των
παραγωγικών
συστηµάτων.
Συνέπεια
αυτής
είναι
η
ριζική
τροποποίηση
των
σχέσεων
ανθρώπου-µηχανής
αλλά
και
των
ανθρώπων
µεταξύ
τους
λόγω
της
όλο
και
αυξανόµενης
χρήσεως
των
αυτοµάτων
συστηµάτων
σε όλους τους τοµείς της ανθρώπινης δραστηριότητας και των αλλαγών που επέφεραν σε δοµές, δραστηριότητες και συνήθειες.
Με ποια σειρά όμως εξελίχτηκαν οι αυτοματισμοί;
2.1 Μηχανικοί Αυτοματισμοί
όπου όλοι οι έλεγχοι καθορίζονταν από την κίνηση γραναζιών και µοχλών
Η
εξέλιξη
των
αυτοματισμών,
ακολούθησε
την
εξέλιξη
της
τεχνολογίας.
Αρχικά
η
τεχνολογία
στηρίζονταν
στην
κίνηση
μοχλών
και
γραναζιών
-
ήταν
καθαρά
μηχανικοί. Συνεπώς και οι πρώτοι αυτοματισμοί ήταν καθαρά μηχανικοί, όλοι οι έλεγχοι δηλαδή καθορίζονταν από την κίνηση μοχλών και γραναζιών.
2.2
Ηλεκτρικοί
Αυτοματισμοί:
Το
µεγάλο
άλµα
στους
αυτοµατισµούς
έγινε
µε
τη
χρήση
του
ηλεκτρισµού.
Το
κύριο
εξάρτηµα
των
ηλεκτρικών
αυτοµατισµών είναι ο ηλεκτρονόµος
2.3 Ηλεκτρονικοί Αυτοματισμοί
Μετά
τον
δεύτερο
παγκόσµιο
πόλεµο
αρχίζει
η
ηλεκτρονική
εποχή.
Ήδη
από
τις
αρχές
του
20ου
αιώνα
έχουµε
τις
πρώτες
ηλεκτρονικές
συσκευές,
το
ραδιόφωνο
και,
αργότερα,
την
τηλεόραση,
τους
ασύρµατους
και
τα
ραντάρ.
Το
κύριο
εξάρτηµα
αυτών
των
συσκευών
ήταν
η
ηλεκτρονική
λυχνία.
Η
ανακάλυψη
του
τρανζίστορ
το
1950
ήταν
η
αρχή
της
ηλεκτρονικής
επανάστασης
των
ηµιαγωγών
που
αντικατέστησαν
την
ακριβή,
ογκώδη
και
ενεργειοβόρα
ηλεκτρονική λυχνία και έκανε τις ηλεκτρονικές συσκευές µικρότερες, εύκολες στην κατασκευή και απείρως πιο φθηνές
2.4
Κατασκευή
του
πρώτου
Η/Υ
(ENIAC)
το
1945
που
χρησιμοποιούσε
λυχνίες,
έκανε
μαθηματικές
πράξεις
και
είχε
το
μέγεθος
ενός
εργοστασίου
-
δεν
θύµιζε σε τίποτα τους σηµερινούς υπολογιστές
Μετά
το
1950
και
µε
τη
χρήση
των
τρανζίστορ
έχουµε
τους
πρώτους
πραγµατικούς
υπολογιστές,
οι
οποίοι
χρησιµοποιούνται
κυρίως
στο
θέµα
της
µηχανογράφησης, δηλαδή στην αποθήκευση και διαχείριση µεγάλων αρχείων δεδοµένων
2.5 Ηλεκτρονικοί Αυτοματισμοί
Τα
Τρανζίστορ
αντικατέστησαν
την
ακριβή,
ογκώδη
και
ενεργειοβόρα
ηλεκτρονική
λυχνία.
Ως
αποτέλεσμα
είχαμε
την
κατασκευή
ηλεκτρονικών
συσκευών
μικρότερων στο μέγεθος, εύκολότερων στην κατασκευή και φθηνότερων
2.6 Κατασκευή Ηλεκτρονικών Υπολογιστών με Τρανζίστορ
το 1950
2.7 Αξιοποίηση των δυνατοτήτων των Η/Υ στη βιομηχανία
το 1960
Από τις πρώτες εφαρμογές των υπολογιστών στη βιομηχανία ήταν οι αυτόματες εργαλειομηχανές (τόρνοι, φρέζες κτλ.)
2.8
1980
Εμφάνιση
του
PLC
(
στη
Βιομηχανία
-
ένας
µικροϋπολογιστής,
κατάλληλα
προσαρµοσµένος
ώστε
να
χρησιµοποιείται
για
τη
λειτουργία
αυτοµατισµών
Η
επανάσταση
της
πληροφορικής
ξεκινά
το
1975
με
την
κατασκευή
του
πρώτου
μικροϋπολογιστή.
Αυτή
την
επανάσταση
ακολούθηαν
οι
εταιρίες
παραγωγής
ηλεκτρολογικού
υλικού
εμφανίζοντας
στους
τεχνικούς
και
μηχανικούς
της
βιομηχανίας
ένα
νέο
προϊόν
αυτοματισμού,
το
οποίο
ονόμασαν
PLC
(Προγραμματιζόμενος Λογικός Ελεγκτής)
Ερώτηση
:
Πόσο
εύκολο
ήταν
να
προσαρμοστούν
οι
εργαζόμενοι
του
βιομηχανικού
αυτοματισμού
σε
αυτό
το
νέο
προιόν
που
ονομάστηκε
Προγραμματιζόμενος
Λογικός
Ελεγκτής;
Ας
μην
ξεχνάμε
ότι
το
PLC
αποτελεί
μια
εφαρμογή
που
απαιτεί
γνώσεις
από
τον
χώρο
της
Πληροφορικής.
Πως
θα
μπορούσε
άραγε
να
πειστεί
το
εργατικό
δυναμικό
να
χρησιμοποιήσει
κάτι
τόσο
νέο
και
να
απαγκιστρωθεί
από
την
παλιά
τεχνολογία
του
Κλασσικού
Αυτοματισμού;
Οι
εταιρίες
παραγωγής
PLC,
στην
προσπάθεια
τους
να
καταστήσουν
το
PLC
προσιτό
στους
εργαζόμενους
του
βιομηχανικού
αυτοματισμού,
προσάρμοσαν
τον τρόπο χρήσης του στον τρόπο που μέχρι τότε δούλευε η βιομηχανία, δηλαδή:
Απέφυγαν
να
χρησιμοποιήσουν
ολόκληρη
την
ονομασία
του
προιόντος
-
Programmable
Logic
Controller
(Προγραμματιζόμενος
Λογικός
Ελεγκτής)
-
και
προτίμησαν να αναφέρουν τη συντομογραφία PLC
Προσπάθησαν να μην αλλάξουν τον μέχρι τότε τρόπο εργασίας στον τομέα των αυτοματισμών. Έμαθαν με έξυπνο τρόπο τους τεχνικούς προγραμματισμό
Οι
πρώτες
γλώσσες
προγραμματισμού
δεν
έκαναν
τίποτα
παραπάνω
από
το
να
αντικαταστήσουν
με
πλήκτρα
σε
μια
ειδική
συσκευή
προγραμματισμού
το
σχέδιο του ηλεκτρολογικού αυτοματισμού
Το
P.L.C.
προορίζονταν
να
αντικαταστήσει
τον
κλασικό
πίνακα
αυτοµατισµού
µε
τους
ηλεκτρονόµους
-
είναι
κατάλληλα
προσαρμοσμένο
ώστε
να
χρησιμοποιείται
για
τη
λειτουργία
αυτοματισμών.
Όπως
γίνεται
εύκολα
κατανοητό
µιλάµε
για
µια
τεράστια
αλλαγή
στον
τρόπο
που
µέχρι
τότε
δούλευε
η
βιοµηχανία η οποία έπρεπε να περάσει κατευθείαν από τους ηλεκτρονόµους στους υπολογιστές.
Σήµερα,
τα
P.L.C.
έχουν
εξελιχτεί
πάρα
πολύ
σε
σχέση
µε
τα
πρώτα
µοντέλα
της
δεκαετίας
του
'80.
Και
βέβαια
το
προσωπικό
της
βιοµηχανίας
έχει
εκπαιδευτεί
κατάλληλα
στον
χειρισµό
και
προγραµµατισµό
τους.
Σήµερα
ένας
ηλεκτρολόγος
πρέπει
να
γνωρίζει
στοιχειώδη
ηλεκτρονικά
και
βασικές
αρχές
των υπολογιστών, αλλιώς θα είναι πολύ δύσκολο να διαβάσει και να καταλάβει ακόµη και το πιο απλό εγχειρίδιο ενός PLC.
3. Κυριότεροι Κατασκευαστές PLC
•
Siemens – Γερμανία
•
AB (Allen Bradley) – Ηνωμένες Πολιτείες της Αμερικής
•
Schneider Electric (Modicon) – Γαλλία
•
Mitsubishi – Ιαπωνία
•
ABB – Γερμανία
•
SAIA – Ελβετία
•
GE Fanuc – Ηνωμένες Πολιτείες της Αμερικής
•
B&R (Bernecker+ Reiner) – Αυστρία
4. Εισαγωγή σε Προγραμματιζόμενους λογικούς ελεγκτές (PLC)
To
PLC
αποτελεί
μια
ψηφιακή
ηλεκτρονική
συσκευή
που
χρησιμοποιεί
μια
προγραμματιζόμενη
μνήμη
για
την
αποθήκευση
οδηγιών
και
ειδικών
λειτουργιών ώστε να ελέγξει την αυτόματη λειτουργία των μηχανών. Χρησιμοποιείται κατ’ εξοχήν στη βιομηχανία.
Ουσιαστικά το PLC είναι ένας μικροϋπολογιστής κατάλληλα προσαρμοσμένος ώστε να χρησιμοποιείται στη λειτουργία των αυτοματισμών.
να καταστήσουν το προιόν τους περισσότερο ελκιστικό
Εμφανίστηκε στο τέλος της δεκαετίας του 1960 στην αμερικάνικη βιομηχανία αυτοκινήτων.
Αρχικά
υπήρξε
η
αντίδραση
του
τεχνικού
κατεστημένου
της
βιομηχανίας
απέναντι
στην
καινούρια
αυτή
τεχνολογία.
Διότι,
αν
και
το
PLC
απευθύνεται
στον
χώρο
των
ηλεκτρολογικών
αυτοματισμών,
δανίζεται
τεχνογνωσία
από
τον
χώρο
της
πληροφορικής.
Συνεπώς
οι
εταιρείες
κατασκευής
PLC
έπρεπε
να
αποφύγουν
τη
χρήση
εννοιών
από
τον
τομέα
της
πληροφορικής
-
όπως
υπολογιστής,
προγραμματισμός
κλπ
-
ώστε
να
καταστήσουν
το
προιόν
τους
περισσότερο
ελκυστικό
στους
τεχνικούς
αυτοματισμού,
και
να
δημιουργήσουν
απλές
γλώσσες
προγραμματισμού
που
θα
έμοιαζαν
με
τον
ηλεκτρολογικό
σχεδιασμό. Αποτέλεσμα ήταν η επιτυχής και ομαλή είσοδος του PLC στη Βιομηχανία χωρίς να αποθαρρυνθεί το τεχνικό προσωπικό
Έως
σήμερα
τα
PLC
έχουν
αναπτυχθεί
τόσο
πολύ,
που
αποτελούν
αναπόσπαστο
κομμάτι
κάθε
μορφής
βιομηχανίας.
Συνεπώς
έχουν
αντικαταστήσει
σε
μεγάλο βαθμό τους Ηλεκτρονόμους
5. Σύγκριση PLC με κλασσικό Αυτοματισμό - Πλαονεκτήματα & Μειονεκτήματα
5.1 Πλεονεκτήματα των Προγραμματιζόμενων Λογικών Ελεγκτών
Τα πρώτα μεγάλα πλεονεκτήματα των PLC αφορούν τους κατασκευαστές εξοπλισμού αυτοματισμών και πινάκων αυτοματισμού:
•
Το
κόστος
κατασκευής
ενός
PLC
είναι
σημαντικά
μικρότερο
από
το
κόστος
παραγωγής
ενός
μεγάλου
αριθμού
βοηθητικών
ρελέ,
χρονικών
και
απαριθμητών
•
Ο χρόνος κατασκευής του αυτοματισμού είναι μηδαμινός σε σχέση με την κατασκευή ενός κλασσικού πίνακα αυτοματισμού
•
Τα
PLC
ελαχιστοποιούν
το
κόστος
συντήρησης
του
πίνακα
αυτοματισμού
-
μικρότερη
συχνότητα
βλαβών,
μικρότερος
χρόνος
εντοπισμού
μιας
βλάβης
και αποκατάστασής της. Στον αυτοματισμό με PLC δεν υπάρχει ουσιαστικό θέμα βλάβης εντός του πίνακα της εγκατάστασης
•
Ο
προγραμματισμός
του
γίνεται
με
εύκολο
τρόπο
και
ο
κάθε
χρήστης
μπορεί
να
παρέμβει
σ’
αυτόν
πολλές
φορές
χωρίς
να
μεσολαβήσει
ο
κατασκευαστής. Σε έναν πίνακα κλασσικού αυτοματισμού τέτοιες αλλαγές είναι πολύ δύσκολες, ακριβές και χρονοβόρες
•
Περιέχει
στη
μνήμη
του
βοηθητικές
επαφές,
χρονικά,
απαριθμητές,
μετρητές
κτλ
στα
οποία
έχει
πρόσβαση
ο
χρήστης
και
μπορεί
να
τα
χρησιμοποιήσει
στο πρόγραμμά του
•
Παρέχει
διαγνωστικά
μηνύματα
λάθους
μέσω
ενσωματωμένων
LED
στις
κάρτες
εσόδων
και
εξόδων
και
γίνεται
εύκολη
η
εποπτεία
της
κατάστασης
των
PLC
•
Ο
αυτοματισμός
με
PLC
παρέχει
μεγάλες
δυνατότητες.
Μπορούν
να
δημιουργηθούν
πολύ
εύκολα
πολύπλοκες
και
έξυπνες
επεξεργασίες,
οι
οποίες
στον
κλασσικό αυτοματισμό είναι πολύ δύσκολο να υλοποιηθούν
•
Το PLC καταλαμβάνει ελάχιστο χώρο σε σχέση με τον πίνακα κλασσικού αυτοματισμού
•
Ο
αυτοματισμός
παραδίδεται
συντομότερα
σε
λειτουργία,
γιατί
η
μελέτη
μπορεί
να
γίνεται
παράλληλα
με
την
τοποθέτηση
και
συρμάτωση
του
προγραμματιζόμενου ελεγκτή
•
Υπάρχει σημαντική οικονομία στο χώρο, τη συντήρηση και την κατανάλωση ενέργειας
•
Σε
μια
μοντέρνα
εγκατάσταση
που
χρησιμοποιούνται
αυτοματισμοί
με
PLC,
παρέχονται
δυνατότητες
σύνδεσης
με
τον
κεντρικό
ηλεκτρονικό
υπολογιστή
και το διαδίκτυο
•
Ο
προγραμματισμός
τους
γίνεται
με
γλώσσες
προγραμματισμού
προσαρμοσμένες
στο
βιομηχανικό
αυτοματισμό
και
άρα
είναι
προσιτός
στο
προσωπικό
που μέχρι σήμερα συντηρούσε τους κλασικούς πίνακες αυτοματισμού
5.2 Μειονεκτήματα των Προγραμματιζόμενων Λογικών Ελεγκτών
•
Όταν έχουμε μία απλή εφαρμογή, η χρήση ενός προγραμματιζόμενου ελεγκτή έχει μεγαλύτερο κόστος σε σχέση με τον κλασσικό αυτοματισμό
•
Εάν
παρουσιαστεί
μία
βλάβη
στον
προγραμματιζόμενο
ελεγκτή,
είναι
δυνατόν
να
μην
είναι
δυνατή
η
επισκευή
του
και
να
απαιτείται
αντικατάσταση
τμήματος ή και ολόκληρου του PLC, ενώ στον κλασσικό αυτοματισμό θα ήταν αρκετή η αντικατάσταση ενός ρελαί
•
Οι προγραμματιζόμενοι λογικοί ελεγκτές είναι ευαίσθητοι στον ηλεκτρονικό θόρυβο
•
Η
εγκατάσταση,
η
παρακολούθηση
της
λειτουργίας
και
η
συντήρηση
ενός
προγραμματιζόμενου
ελεγκτή
απαιτεί
εξειδικευμένο
προσωπικό
ή
εκπαίδευση
του υπάρχοντος, γεγονός που αυξάνει το κόστος
6. Δομή ενός Προγραμματιζόμενου Λογικού Ελεγκτή
Στην αγορά υπάρχουν σήμερα πολλά μοντέλα PLC κατασκευασμένα από πλήθος εταιριών
Η
επιλογή
ενός
προγραμματιζόμενου
ελεγκτή
(τύπος
–
μέγεθος
-
κόστος)
εξαρτάται
από
το
πλήθος
των
εισόδων
-
στοιχεία
που
δίνουν
εντολή
στο
PLC
-
και
το
πλήθος
των
εξόδων
-
στοιχεία
που
δέχονται
εντολή
από
το
PLC
-
καθώς
και
από
το
πλήθος
των
λειτουργιών
που
απαιτείται
να
κάνει
ο
αυτοματισμός
-
όσο μεγαλύτερο είναι το μέγεθος του προγράμματος απαιτείται μεγαλύτερη μνήμη και κεντρική μονάδα μεγαλύτερων δυνατοτήτων.
Ανεξάρτητα όμως από τύπο και από το μέγεθος, ένας Προγραμματιζόμενος Λογικός Ελεγκτής, αποτελείται από τα εξής απαραίτητα στοιχεία :
6.1 Πλαίσιο για τοποθέτηση των μονάδων
Στο πλαίσιο (rack) τοποθετούνται οι διάφορες μονάδες που θα συνθέσουν το σύστημα αυτοματισμού
Οι διάφορες μονάδες αυτές είναι η μονάδα τροφοδοσίας, η μονάδα επεξεργασίας, οι κάρτες εισόδων και εξόδων
Στη περίπτωση που οι θέσεις πλαισίου δεν επαρκούν τότε χρησιμοποιείται πλαίσιο επέκτασης για τη τοποθέτηση των μονάδων εισόδων και εξόδων
Κάθε πλαίσιο επέκτασης συνδέεται με το κεντρικό πλαίσιο ή με τα άλλα πλαίσια μέσω ειδικής μονάδας διασύνδεσης και καλωδίου
6.2 Μονάδα τροφοδοσίας
Το τροφοδοτικό χρησιμοποιείται για να παρέχει την απαραίτητη τάση στη CPU και στις κάρτες εισόδων και εξόδων
Οι συνηθέστερες τάσεις των μονάδων τροφοδοσίας είναι: DC 5V, DC 9V, DC 24V
6.3 Κεντρική μονάδα επεξεργασίας (CPU)
Η κεντρική μονάδα επεξεργασίας αποτελεί τον εγκέφαλο του PLC αφού ελέγχει και εκτελεί όλες τις λειτουργίες του PLC
Η CPU ουσιαστικά είναι ένας μικροϋπολογιστής που περιλαμβάνει το μικροεπεξεργαστή και τη μνήμη
Ο μικροεπεξεργαστής είναι αυτός που εκτελεί όλες τις λειτουργίες και τα δεδομένα που επεξεργάζεται είναι δυαδικής μορφής
Η
επιλογή
της
CPU
γίνεται
λαμβάνοντας
υπόψη
τον
αριθμό
των
εισόδων
και
εξόδων
που
θα
έχει
το
σύστημα,
τον
απαιτούμενο
όγκο
του
προγράμματος,
την
επιθυμητή ταχύτητα λήψης αποφάσεων και τις ανάγκες δικτύωσης και επικοινωνίας με άλλα συστήματα
6.3.1 Η μνήμη της κεντρικής μονάδας
Η μνήμη της κεντρικής μονάδας επεξεργασίας (CPU) διακρίνεται σε μνήμη RAM, ROM και EEPROM
6.3.1.1
Μνήμη
RAM
:
Η
μνήμη
RAM
(Random
Access
Memory
-
μνήμη
τυχαίας
προσπέλασης)
είναι
εκείνη
στην
οποία
μπορούμε
να
γράφουμε
και
να
σβήνουμε
και
η
οποία
σβήνει
μόλις
διακοπεί
η
τροφοδοσία
της.
Στη
μνήμη
RAM
η
κεντρική
μονάδα
αποθηκεύει
μια
σειρά
από
πληροφορίες
σε
ξεχωριστές
περιοχές εργασίας :
Περιοχή
μνήμης
όπου
αποθηκεύονται
οι
καταστάσεις
των
εισόδων
και
των
εξόδων.
Η
περιοχή
αυτή
ονομάζεται
για
τις
εισόδους
εικόνα
εισόδου
και
για
τις
εξόδους εικόνα εξόδου
Περιοχή μνήμης όπου αποθηκεύονται οι ενδιάμεσες πληροφορίες που αφορούν τη λειτουργία του αυτοματισμού
Περιοχή μνήμης των χρονικών
Περιοχή μνήμης των απαριθμητών
Περιοχή μνήμης όπου αποθηκεύονται τα προγράμματα του χρήστη, δηλαδή τα προγράμματα που λειτουργούν ένα συγκεκριμένο αυτοματισμό
6.3.1.2
Μνήμη
ROM:
Στη
μνήμη
ROM
(Read
Only
Memory)
ο
κατασκευαστής
του
προγραμματιζόμενου
ελεγκτή
αποθηκεύει
το
λειτουργικό
σύστημα
του
PLC, δηλαδή τις οδηγίες για όλες τις βασικές λειτουργίες που είναι απαραίτητες για να δουλέψει το PLC
6.3.1.3
Μνήμη
EEPROM:
Επειδή
η
μνήμη
RAM
με
την
απώλεια
της
τροφοδοσίας
χάνει
τα
δεδομένα
της
(εκτός
αν
χρησιμοποιείται
μπαταρία),
τα
PLC
χρησιμοποιούν
έναν
άλλο
τύπο
μνήμης,
την
EEPROM
(Electrically
Erasable
Programmable
Read
Only
Memory),
η
οποία
προγραμματίζεται
και
σβήνει
ηλεκτρικά μέσω ειδικού μηχανισμού. Πρόκειται για μνήμη που με την πτώση της τροφοδοσίας διατηρεί τα δεδομένα της
6.4 Μονάδες εισόδων / εξόδων
Οι
μονάδες
των
εισόδων
και
των
εξόδων
αποτελούν
τις
μονάδες
επικοινωνίας
της
κεντρικής
μονάδας
με
τον
έξω
κόσμο,
δηλαδή
με
τους
αισθητήρες
και
τους
διακόπτες
χειρισμού
,
που
δίνουν
τις
πληροφορίες
(εντολές),
καθώς
και
με
τα
ρελέ
ισχύος
των
κινητήρων,
ηλεκτρομαγνητικές
βαλβίδες,
ενδεικτικές
λυχνίες και γενικά τους αποδέκτες που εκτελούν τις εντολές της κεντρικής μονάδας
Η
κεντρική
μονάδα
μπορεί
να
δεχτεί
ψηφιακά
σήματα
εισόδου
και
εξόδου
χαμηλής
τάσης
και
πολύ
μικρού
ρεύματος.
Η
τάση
που
δέχεται
η
κεντρική
μονάδα
είναι
συνήθως
0
Volt
για
το
λογικό
“0”
και
24
Volt
για
το
λογικό
“1”.
Το
ρεύμα
εισόδου
καθώς
και
το
ρεύμα
εξόδου
δεν
μπορεί
να
ξεπεράσει
τα
μερικά
mA
Οι
μονάδες
εισόδων
και
εξόδων
αναλαμβάνουν
να
προσαρμόσουν
τα
σήματα
εισόδου
και
εξόδου,
που
έχουμε
στον
αυτοματισμό,
με
τα
σήματα
που
μπορεί
να
δεχτεί
η
κεντρική
μονάδα,
τόσο
από
άποψη
τάσεων
όσο
και
από
άποψη
ρευμάτων.
Η
προσαρμογή
αυτή
γίνεται
με
χρήση
ηλεκτρονικών
στοιχείων
ισχύος, είτε με τη χρήση των κατάλληλων μικρορελέ
Κάθε
σύστημα
PLC
καταλήγει
πάντα
σε
ακροδέκτες
(κλέμες).
Οι
ακροδέκτες
αυτοί
ανήκουν
στις
μονάδες
εισόδων
και
εξόδων
του
PLC.
Σε
αυτούς
τους
ακροδέκτες εισόδων καταλήγουν οι αγωγοί που έρχονται από αισθητήρες (τερματικοί διακόπτες, πιεζοστάτες, κτλ), διακόπτες μπουτόνς, κτλ.
Στους ακροδέκτες εξόδων καταλήγουν οι αγωγοί που τροφοδοτούν πηνία, ρελέ ισχύος, ηλεκτρομαγνητικές βαλβίδες, λυχνίες ένδειξης κλπ
Στους διάφορους τύπους των PLC οι μονάδες εισόδων και εξόδων αντιμετωπίζονται με διαφορετικό τρόπο. Γενικά ισχύουν τα παρακάτω:
Μια
μονάδα
εισόδων
ή
εξόδων
μπορεί
να
λειτουργεί
με
συνεχή
τάση
ή
με
εναλλασσόμενη
τάση.
Τυπικές
τάσεις
εισόδων
και
εξόδων
που
συναντώνται
στα
PLC είναι: DC 24V, 48V, 60V και AC 24V, 48V, 115V, 230V, με συνηθέστερες τις DC 24V και AC 115V και AC 230V
Η τάση αυτή δεν παρέχεται συνήθως από τη μονάδα τροφοδοσίας του PLC. Πρέπει να δημιουργηθεί με άλλη τροφοδοτική μονάδα
Τα
κυκλώματα
και
οι
τάσεις
των
εισόδων
είναι
τελείως
ανεξάρτητα
από
τα
αντίστοιχα
κυκλώματα
των
εξόδων.
Επομένως
η
τάση
των
εισόδων
μπορεί
να
είναι διαφορετική από την τάση των εξόδων
Η
τάση
εισόδων
(δηλ.
η
τάση
που
θα
φτάσει
σε
μια
είσοδο,
όταν
ενεργοποιηθεί
ο
αντίστοιχος
αισθητήρας)
διαχωρίζεται
συνήθως
γαλβανικά
από
το
υπόλοιπο εσωτερικό κύκλωμα του PLC. Τα ίδια ισχύουν και για τις εξόδους
Αν σε κάποιες μονάδες εισόδων ή εξόδων δεν έχουμε γαλβανική απομόνωση πρέπει να προσεχθεί ιδιαίτερα το θέμα των γειώσεων
6.4.1
Μονάδες
ψηφιακών
εισόδων
(Digital
Input):
Ο
ρόλος
τους
είναι
να
μεταφέρουν
την
εικόνα
της
εγκατάστασης
στη
CPU,
όπως
για
παράδειγμα
ότι
πατήθηκε
ένας
τερματικός
διακόπτης
ή
ότι
ο
χειριστής
πίεσε
ένα
μπουτόν.
Η
πληροφορία
αυτή
μεταφέρεται
ηλεκτρικά
σε
κλέμα
της
μονάδας
εισόδου,
ψηφιοποιείται και αποθηκεύεται στη μνήμη απεικόνισης εισόδων
6.4.2
Μονάδες
αναλογικών
εισόδων
(Analog
Input):
Στην
καθημερινή
πρακτική
ενδιαφέρουν
και
σήματα
τα
οποία
έχουν
διαρκή
μεταβολή.
Έτσι
στην
παρακολούθηση
της
στάθμης
μιας
δεξαμενής
ενδιαφέρει
η
ακριβής
τιμή
της
και
όχι
μόνο
το
αν
αυτή
είναι
πάνω
ή
κάτω
από
ένα
όριο,
πληροφορία
που
θα
μας
έδινε
εύκολα
ένα
φλοτέρ
τοποθετημένο
στο
κατάλληλο
σημείο.
Τέτοιου
είδους
μεγέθη
που
έχουν
ένα
συνεχώς
μεταβαλλόμενο
φάσμα
τιμών,
λέγονται
αναλογικά
6.4.3
Μονάδες
ψηφιακών
εξόδων
(Digital
Output):
Ο
ρόλος
τους
είναι
να
μετατρέπουν
τις
αποφάσεις
που
πήρε
η
CPU
σε
εντολές
όπως
για
παράδειγμα
η
εκκίνηση ενός κινητήρα, το άναμμα μιας λυχνίας ή η ήχηση μιας κόρνας
Οι αποφάσεις αυτές καταχωρούνται στη μνήμη απεικόνισης εξόδων στη CPU και μετατρέπονται σε ηλεκτρικά σήματα από τις μονάδες εξόδων.
Για
την
επεξεργασία
τους
μετατρέπεται
πρώτα
το
φυσικό
μέγεθος
σε
ηλεκτρικό
με
τη
βοήθεια
του
κατάλληλου
αισθητήρα
και
στη
συνέχεια
εισάγεται
στο
PLC.
6.4.4
Μονάδες
αναλογικών
εξόδων
(Digital
Output):
Η
μονάδα
αυτή
αναλαμβάνει
να
μετατρέψει
το
αριθμητικό
μέγεθος
με
το
οποίο
ασχολείται
η
CPU
στην κατάλληλη τιμή ρεύματος ή τάσης ώστε να μπορεί να οδηγηθεί το ανάλογο εξάρτημα που ελέγχει το φυσικό μέγεθος της εγκατάστασης
6.5 Συσκευή προγραμματισμού
Η συσκευή προγραμματισμού είναι μια συσκευή τελείως ξεχωριστή από τη μονάδα αυτοματισμού
Χρησιμοποιείται για την εισαγωγή του προγράμματος στο PLC και την παρακολούθηση της εξέλιξης του αυτοματισμού μέσα από την οθόνη που διαθέτει
7. Συνδεσμολογία PLC
8. Αρχή λειτουργίας του PLC
Σε
ότι
αφορά
το
υλικό,
όλα
τα
PLC
αποτελούνται
από
την
CPU
η
οποία
περιέχει
την
λογική
του
αυτοματισμού
και
η
οποία
αφού
διαβάσει
την
κατάσταση
των εισόδων (input modules) ενεργοποιεί τις εξόδους (output modules) σύμφωνα με τους κανόνες πού έχει αποθηκεύσει ο κατασκευαστής στην μνήμη του
Βέβαια το σύστημα συμπληρώνεται από το τροφοδοτικό και πιθανόν από διατάξεις ενδείξεων και χειρισμών (operator panel, operator display)
Η
CPU
με
την
βοήθεια
των
εισόδων
γνωρίζει
κάθε
στιγμή
την
κατάσταση
ενός
διακόπτη,
εάν
δηλαδή
είναι
ανοικτός
ή
κλειστός.
Επιπλέον
στην
κάθε
έξοδο
μπορεί να οπλίσει ένα ρελέ και μέσω αυτού να ενεργοποιήσει μία ηλεκτρική διάταξη.
Αυτό
που
απομένει
είναι
η
"λογική",
δηλαδή
πότε
θα
πρέπει
να
οπλίσει
το
κάθε
ρελέ.
Αυτή
η
λογική
είναι
το
πρόγραμμα
του
PLC
πού
συντάσσεται
από
τον
χειριστή του PLC σε συγκεκριμένη γλώσσα με την βοήθεια ειδικού λογισμικού (programing software), και αποθηκεύεται στην μνήμη του PLC
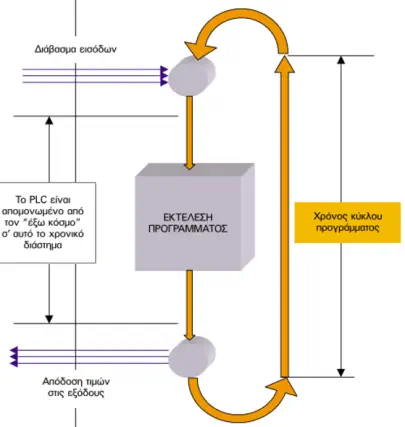
8.1 Βήματα κατά την κατάσταση λειτρουργίας
Βήμα
1ο:
Στην
αρχή
ο
μικροεπεξεργαστής
(CPU)
διαβάζει
τις
εισόδους.
Αυτό
σημαίνει
ότι
για
κάθε
είσοδο
ελέγχει
αν
έχει
υψηλή
τάση
(λογικό
1)
ή
χαμηλή
τάση (λογικό 0). Η τιμή 0 ή 1 για κάθε είσοδο αποθηκεύεται σε μια ειδική περιοχή της μνήμης η οποία ονομάζεται εικόνα εισόδων (input image)
Βήμα
2ο
:
Στη
συνέχεια
ο
μικροεπεξεργαστής
χρησιμοποιώντας
σαν
δεδομένα
τις
τιμές
των
εισόδων
που
διάβασε,
εκτελεί
τις
εντολές
του
προγράμματος,
το
οποίο λειτουργεί τον αυτοματισμό. Το πρόγραμμα αυτό στην ουσία περιέχει μια σειρά από λογικές πράξεις
Η
εκτέλεση
του
προγράμματος
θα
δώσει
αποτελέσματα
για
τις
εξόδους.
Τα
αποτελέσματα
αυτά
αποθηκεύονται
στην
ειδική
περιοχή
της
μνήμης
που
ονομάζεται εικόνα εξόδων (output image). Όπως η εικόνα εισόδων, έτσι και η εικόνα εξόδων περιέχει την τιμή (0 ή 1) για κάθε έξοδο.
Οι τιμές αυτές προκύπτουν από την εκτέλεση των λογικών πράξεων του προγράμματος
Βήμα
3ο:
Στη
συνέχει
ο
μικροεπεξεργαστής
αποδίδει
τις
τιμές
της
εικόνας
εξόδων
στις
εξόδους.
Αυτό
σημαίνει
ότι
θα
δοθεί
υψηλή
τάση
σε
όποια
έξοδο
έχει 1 και χαμηλή τάση σε όποια έξοδο έχει 0
Με
τη
συμπλήρωση
του
3ου
βήματος
συμπληρώνεται
ένας
πλήρης
κύκλος
λειτουργίας
και
η
διαδικασία
αρχίζει
από
την
αρχή.
Ο
κύκλος
λειτουργίας
εκτελείται συνεχώς όσο το PLC βρίσκεται σε κατάσταση RUN. Δηλαδή ένα PLC εκτελεί συνεχώς τα βήματα του κύκλου λειτουργίας.
Ο
χρόνος
που
χρειάζεται
για
να
εκτελέσει
το
PLC
ένα
πλήρη
κύκλο
λειτουργίας
ονομάζεται
χρόνος
κύκλου
και
εξαρτάται
από
την
ταχύτητα
του
επεξεργαστή
του
PLC,
αλλά
και
από
τον
αριθμό
και
το
είδος
των
εντολών
του
προγράμματος.
Δηλαδή
στο
ίδιο
PLC
για
ένα
μεγαλύτερο
πρόγραμμα
υπάρχει
μεγαλύτερος
χρόνος κύκλου
Ο
χρόνος
κύκλου
αποτελεί
ένα
μέτρο
σύγκρισης
μεταξύ
των
PLC.
Για
να
μπορούν
να
συγκριθούν
τα
PLC
ως
προς
την
ταχύτητα
εκτέλεσης
ενός
προγράμματος,
ορίζεται
ο
μέσος
χρόνος
κύκλου,
σαν
το
χρόνο
κύκλου
ενός
προγράμματος
που
περιλαμβάνει
1
Kbyte
δυαδικές
εντολές
Θα
πρέπει
σε
αυτό
το σημείο μα τονιστεί η ουσιαστική διαφορά στην λειτουργία ενός αυτοματισμού με PLC από έναν κλασσικό αυτοματισμό με ρελέ
Στην
περίπτωση
του
κλασσικού
αυτοματισμού,
όταν
υπάρχει
αλλαγή
της
κατάστασης
ενός
διακόπτη
εισόδου,
η
αλλαγή
αυτή
προκαλεί
εκείνη
τη
στιγμή
αλυσιδωτές
αλλαγές
στα
στοιχεία
του
κυκλώματος
που
τροφοδοτούνται
από
το
συγκεκριμένο
διακόπτη.
Η
διαδικασία
δηλαδή
συμβαίνει
σε
πραγματικό
χρόνο
Παρατηρήσεις
Μελετώντας
τον
κύκλο
λειτουργίας
του
PLC
παρατηρούμε
ότι
το
PLC
“δεν
βλέπει”
συνεχώς
τον
“έξω
κόσμο”,
παρά
μόνο
κατά
τα
χρονικά
διαστήματα
που
διαβάζει
τις
εισόδους
και
αποδίδει
τιμές
στις
εξόδους.
Στον
υπόλοιπο
χρόνο
του
κύκλου,
το
PLC
είναι
ένας
υπολογιστής
ο
οποίος
εκτελεί
πράξεις
απομονωμένος από τον έξω κόσμο
Αυτό
σημαίνει
ότι
αν
αλλάξει
η
κατάσταση
μιας
εισόδου
κατά
την
διάρκεια
του
χρόνου
κατά
τον
οποίο
εκτελούνται
οι
εντολές
προγράμματος,
το
PLC
δεν
θα
το
λάβει
υπόψη
του
και
θα
δώσει
αποτελέσματα
στις
εξόδους
σαν
να
μην
είχε
γίνει
καμιά
αλλαγή
στην
κατάσταση
της
συγκεκριμένης
εισόδου.
Αυτό
συμβαίνει γιατί το PLC ενημερώνεται για την εικόνα των εισόδων και τις αλλαγές τους μόνο στην αρχή του επόμενου κύκλου
επεξεργασίας
του
προγράμματος.
Έτσι
το
PLC
θα
ενημερώσει
τις
εξόδους
που
επηρεάζονται
από
την
συγκεκριμένη
είσοδο,
στο
τέλος
του
επόμενου
κύκλου
επεξεργασίας του προγράμματος.
Ερώτηση:
τελικά το PLC ανταποκρίνεται καθυστερημένα στις αλλαγές μιας αυτοματοποιημένης διαδικασίας;
Για
να
απαντήσουμε
με
ακρίβεια
σε
αυτό
το
ερώτημα
θα
πρέπει
να
γνωρίζουμε
τον
χρόνο
πραγματοποίησης
ενός
κύκλου
προγράμματος
από
το
PLC.
Στην
πραγματικότητα
αυτός
ο
χρόνος
είναι
απειροελάχιστος
-
το
πολύ
300msec
στα
πιο
πολύπλοκα
προγράμματα
-
συνεπώς
οι
καθυστερήσεις
δεν
γίνονται
αντιληπτές.
9. Προγραμματισμός ενός PLC
Τα
PLC
από
μόνα
τους
είναι
ουδέτερες
συσκευές
αφού
δεν
είναι
από
πριν
κατασκευασμένες
για
μια
συγκεκριμένη
εφαρμογή.
Κάθε
φορά,
ανάλογα
με
τις
απαιτήσεις
της
εκάστοτε
εγκατάστασης
προγραμματίζονται.
Υπάρχουν
διάφοροι
τρόποι
προγραμματισμού
που
ποικίλουν
ακριβώς
γιατί
ποικίλουν
και
τα
επίπεδα γνώσης και εμπειριών του κάθε προγραμματιστή
Οι
ουσιαστικές
διαφορές
είναι
στο
τι
απεικονίζεται
στην
οθόνη
του
υπολογιστή
,
αφού
το
τελικό
αποτέλεσμα
είναι
πάντα
το
ίδιο
–
η
γλώσσα
μηχανής
MC7
(Machine
Code
7)
που
καταλαβαίνει
το
PLC.
Οι
διάφορες
γλώσσες
μετατρέπονται
σε
γλώσσα
μηχανής
κατά
τα
μεταφορά
του
προγράμματος
από
τη
συσκευή
προγραμματισμού στο PLC
9.1 Στάδια προγραμματισμού PLC
•
Διατύπωση του προβλήματος.
•
Καθορισμός των στοιχείων εισόδου και εξόδου.
•
Κατασκευή πίνακα αληθείας.
•
Εξαγωγή λογικών εξισώσεων .
•
Απλοποίηση των λογικών εξισώσεων με χρήση KARNAUGH.
•
Σχεδίαση των εντολών της γλώσσας που θέλουμε να χρησιμοποιήσουμε.
•
Κατασκευή του πίνακα αντιστοιχιών ή κωδικοποίηση των στοιχείων εισόδου-εξόδου.
•
Κατασκευή προγράμματος και εισαγωγή του στη μνήμη του PLC.
9.2 Γλώσσες προγραμματισμού ενός PLC
Ο
Προγραμματισμός
του
PLC
δεν
γίνεται
με
μία
από
τις
συνηθισμένες
γλώσσες
προγραμματισμού
όπως
BASIC,
FORTRAN
κ.τ.λ
,
αλλά
με
συμβολικές
γλώσσες
ή διαγράμματα ,τα οποίοι έχουν καθορισθεί και τυποποιηθεί από το πρότυπο IEC1131-3. Οι τρόποι αυτοί ονομάζονται γλώσσες προγραμματισμού.
LADDER
DIAGRAM
(LAD)
ή
ΔΙΑΓΡΑΜΜΑ
ΕΠΑΦΩΝ
:
αποτελεί
την
πρώτη
γλώσσα
προγραμματισμού
ενός
PLC.
Χρησιμοποιεί
ηλεκτρομηχανικά
σύμβολα
-
τα
αμερικάνικα σύμβολα επαφών - και επιτρέπει ουσιαστικά τη μεταφορά του ηλεκτρολογικού σχεδίου στο PLC
Με αυτή τη γλώσσα η εργασία σχεδιασμού του αυτοματισμού γίνεται εύκολα και γρήγορα
CONTROL
SYSTEM
FLOWCHART(C.S.F)
ή
FUNCTION
CHART
(FUC)
ή
ΛΟΓΙΚΟ
ΔΙΑΓΡΑΜΜΑ:
είναι
γλώσσα
προγραμματισμού
με
γραφικά.
Οι
εντολές
εδώ
αναπαρίστανται
με
λογικά
blocks,
παρόμοια
με
αυτά
που
συναντώνται
στην
άλγεβρα
Boole.
Κι
εδώ
όπως
και
στα
διαγράμματα
στην
ψηφιακή
τεχνολογία
μπορούμε να παρακολουθήσουμε τη ροή του σήματος ανάμεσα στα «κουτιά»
Xρησιμοποιεί τα λογικά σύμβολα των λογικών πυλών της άλγεβρας του Βοοle με τα οποία σχεδιάζουμε λογικά κυκλώματα.
STATEMENT
LIST
(STL)
ή
ΛΙΣΤΑ
ΕΝΤΟΛΩΝ:
αναπτύχθηκε
σχεδόν
ταυτόχρονα
με
τη
LADDER:
Η
σύνταξη
των
εντολών
είναι
παραπλήσια
με
αυτή
του
κώδικα
μηχανής
(Machine
Code),
όπου
οι
εντολές
και
οι
λειτουργίες
ακολουθούνται
από
διευθύνσεις
-
παρόμοιος
με
τον
προγραμματισμό
των
PC
με
τη
γλώσσα προγραμματισμού BASIC.
10. Συνδυαστικός και Ακολουθιακός Αυτοματισμός
Συνδυαστικός
Αυτοματισμός:
Οι
έξοδοι
εξαρτώνται
μόνο
από
τις
εισόδους.
Αυτό
σημαίνει
ότι
οι
κινητήρες,
βαλβίδες
και
οι
υπόλοιποι
αποδέκτες
του
αυτοματισμού
λαμβάνουν
εντολές
μόνο
από
τους
αισθητήρες
και
τους
διακόπτες
εισόδου
και
δεν
εξαρτώνται
από
το
χρόνο
ή
από
προηγούμενες
καταστάσεις των εξόδων.
Ακολουθιακός Αυτοματισμός
: Οι έξοδοι εξαρτώνται όχι μόνο από τις εισόδους αλλά και από τον χρόνο ή / και την προηγούμενη κατάσταση των εξόδων
Παράδειγμα Ακολουθιακού και Συνδυαστικού Αυτοματισμού
Παράδειγμα συνδυαστικού αυτοματισμού
Ας
υποτεθεί
η
ύπαρξη
μια
δεξαμενής
η
οποία
γεμίζει
με
κάποιο
υγρό
μέσω
μιας
αντλίας
και
που
αδειάζει
ανοίγοντας
μια
βαλβίδα
εξαγωγής.
Επίσης
υπάρχει
ένας
αναδευτήρας
και
ένας
φλοτεροδιακόπτης.
Ο
αυτοματισμός
αυτός
είναι
συνδυαστικός
γιατί
οι
έξοδοι
(αντλία,
βαλβίδα,
αναδευτήρας)
εξαρτώνται
μόνο
από τις καταστάσεις των εισόδων (θερμοστάτης, φλοτεροδιακόπτης)
Παράδειγμα ακολουθιακού αυτοματισμού
Στο
παραπάνω
παράδειγμα
θεωρήστε
ότι
ο
αναδευτήρας
λειτουργεί
για
κάποιο
σταθερό
χρονικό
διάστημα,
και
ανεξάρτητα
από
την
κατάσταση
του
θερμοστάτη. Ο αυτοματισμός αυτός είναι ακολουθιακός επειδή η λειτουργία του αναδευτήρα εξαρτάται και από τον χρόνο.
11. Συμπαγές (Compact) PLC και Modular PLC
11.1 Συμπαγή PLC
Σ’
αυτήν
την
κατηγορία
ανήκουν
τα
PLC
που
όλα
τα
επιμέρους
στοιχεία,
που
απαρτίζουν
ένα
PLC,
είναι
ενσωματωμένα
σε
μια
συσκευή.
Είναι
περιορισμένων
δυνατοτήτων
καθώς
έχουν
48
το
πολύ
εισόδους
και
εξόδους,
όλες
με
τα
ίδια
χαρακτηριστικά,
καθώς
και
μικρό
αριθμό
χρονικών
και
απαριθμητών
Τα
παλαιότερα
μοντέλα
δεν
ήταν
επεκτάσιμα,
δηλαδή
δεν
μπορούσε
να
αυξηθεί
ο
αριθμός
των
εισόδων
και
των
εξόδων.
Στα
νεότερα
μοντέλα
υπάρχει
δυνατότητα μικρής επέκτασης. Το πλεονέκτημά τους είναι το χαμηλό κόστος τους
11.2 Modular PLC
Σ’
αυτήν
την
κατηγορία
κάθε
βαθμίδα
(module)
του
PLC
είναι
ξεχωριστή
και
συνδέονται
όλες
μαζί
πάνω
στο
πλαίσιο
τοποθέτησης
μονάδων.
Είναι
επεκτάσιμα και χρησιμοποιούνται συνήθως όταν υπάρχει μεγάλος αριθμός εισόδων και εξόδων
Τα
βασικά
μέρη
ενός
modular
plc
είναι:
Η
μονάδα
τροφοδοσίας,
Η
κεντρική
μονάδα
επεξεργασίας
(η
οποία
έχει
τη
δυνατότητα
να
οδηγήσει
ένα
ανώτατο
αριθμό
εισόδων
και
εξόδων
π.χ
μέχρι
1024
συνολικά
ψηφιακές
εισόδους
και
εξόδους
το
PLC
SIMATIC
S7-300)
και
οι
μονάδες
εισόδων
και
εξόδων
(κάθε
μονάδα μπορεί να έχει 4,8,16 ή 32 εισόδους ή εξόδους)
12 Προγραμματιστικά χαρακτηριστικά και ονοματολογία των Εισόδων και Εξόδων του PLC
Οι είσοδοι σχεδόν σε όλα τα PLC χαρακτηρίζονται με το γράμμα Ι (Input).
Στα
μικρά
συμπαγή
PLC
το
γράμμα
Ι
ακολουθεί
ένας
απλός
αύξων
αριθμός,
ξεκινώντας
από
το
1
(ή
το
0)
και
φθάνοντας
στο
πλήθος
των
εισόδων
π.χ.
Ι1,
Ι2,
Ι3,
κλπ.
Στα
modular
PLC,
όπου
οι
είσοδοι
βρίσκονται
σε
μονάδες
εισόδων,
το
γράμμα
Ι
ακολουθούν
δύο
αριθμοί
που
χωρίζονται
με
τελεία.
Ο
πρώτος
αριθμός
χαρακτηρίζει
συνήθως
τη
θέση
της
μονάδας
που
βρίσκεται
η
είσοδος,
και
ο
δεύτερος
αριθμός
χαρακτηρίζει
την
είσοδο
πάνω
στη
μονάδα
.
Π.χ.
είσοδοι Ι0.0, Ι0.1, Ι0.2, …,Ι1.1, Ι1.2, κλπ
Τα
ίδια,
που
ισχύουν
για
τις
εισόδους,
ισχύουν
και
για
τις
εξόδους.
Το
γράμμα
με
το
οποίο
χαρακτηρίζονται
οι
έξοδοι
στα
διάφορα
PLC
είναι
συνήθως
το
Q
ή το Ο (Output). Για τους αριθμούς που ακολουθούν το γράμμα, ισχύει ότι και για τις εισόδους.
Στα
διάφορα
PLC
θα
συναντώνται
με
το
όνομα
Markers.
Πρόκειται
για
θέσεις
μνήμης,
στις
οποίες
αποθηκεύονται
ενδιάμεσες
λογικές
καταστάσεις
και
πληροφορίες.
Όπως
ισχύει
για
τις
εισόδους
και
τις
εξόδους,
χαρακτηρίζονται
με
ένα
γράμμα
ακολουθούμενο
από
έναν
αριθμό
ή
δύο
αριθμούς
που
χωρίζονται με τελεία. Το γράμμα στα διάφορα PLC είναι το Μ (Marker). Έτσι είναι π.χ. Μ0.1, Μ0.2, ..., Μ0.15, Μ1.0, Μ1.1,…
12.1 Είσοδοι και Έξοδοι σε modular PLC
12.2 Βοηθητικές ΜνήμεςMarkers ή Flags
Αποτελούν θέσεις μνήμης στις οποίες αποθηκεύονται ενδιάμεσες λογικές καταστάσεις ή πληροφορίες .
Ειδικές συναρτήσεις του PLC
Οι ειδικές συναρτήσεις κατά σειρά σπουδαιότητας είναι:
Τα χρονικά
Οι
απαριθμητές
αποτελούν
ακόμα
ένα
πολύ
σημαντικό
στοιχείο
των
PLC.
Οι
απαριθμητές
μπορούν
να
απαριθμούν
εξωτερικούς
ή
εσωτερικούς
παλμούς.
Η
απαρίθμηση μπορεί να είναι προς τα πάνω (count up) ή προς τα κάτω (count down). Η λειτουργία των απαριθμητών δεν είναι ίδια σε όλα
τα PLC
Οι συγκριτές
Οι γεννήτριες παλμοσειρών
Ο μετρητής πραγματικού χρόνου: μέσω των οποίων μπορούν να προγραμματιστούν κάποιες έξοδοι σε πραγματικό χρόνο, ημερομηνία και ώρα
Όλα
τα
παραπάνω
στοιχεία
αποτελούν
το
προγραμματιστικό
μοντέλο
ενός
PLC.
Για
να
ξεκινήσει
ο
προγραμματισμός
πρέπει
να
είναι
γνωστό
το
προγραμματιστικό μοντέλο του PLC που χρησιμοποιείται
13. Γλώσσες Προγραμματισμού των Προγραμματιζόμενων Λογικών Ελεγκτών
Το
βασικότερο
μέρος
σε
ένα
σύστημα
αυτοματισμού
με
PLC
δεν
είναι
το
υλικό
μέρος
αλλά
το
λογισμικό
δηλαδή
το
πρόγραμμα
που
υλοποιεί
τον
επιθυμητό
αυτοματισμό .
Τρεις
είναι
σήμερα
οι
κυριότερες
κατηγορίες
γλωσσών
προγραμματισμού
για
PLC
,
τις
οποίες
συναντάμε
με
μικρές
διαφορές
στα
PLC
όλων
των
εταιριών:
η
γλώσσα λογικών γραφικών, η γλώσσα Ladder και η γλώσσα λίστας εντολών .
13.1 Ανάπτυξη προγράμματος στη γλώσσα λογικών γραφικών (FBD)
Η γλώσσα λογικών γραφικών χρησιμοποιεί τις λογικές πύλες.
13.2 Ανάπτυξη προγράμματος στη γλώσσα LADDER (LAD)
Το πρόγραμμα σε γλώσσα LADDER ουσιαστικά αποτελείται από μια σειρά επαφών σχεδιασμένο οριζόντια από αριστερά προς τα δεξιά και όχι κατακόρυφα.
Κάθε εντολή αποτελείται από τη “λειτουργία“ και από τον “τελεστή“.
Δομή ενός τελεστή
Bασικές Εντολές στη γλώσσα LADDER
13.3 Ανάπτυξη προγράμματος στη γλώσσα λίστα εντολών (STL)
Το
πρόγραμμα
αποτελείται
από
μια
σειρά
εντολών
.
Κάθε
εντολή
αποτελεί
μια
γραμμή
προγράμματος
.
Κάθε
εντολή
του
προγράμματος
αποτελείται
από
δύο μέρη, την ενέργεια που καλείται να εκτελέσει το PLC (LOAD , OR , AND κλπ.) και την παράμετρο στην οποία αναφέρεται η ενέργεια (Ι0.0 , Ι0.1 , Q0.0 κλπ.)
Παρατηρήσεις
Στους
προγραμματιζόμενους
λογικούς
ελεγκτές,
το
κύκλωμα
ελέγχου
που
χρησιμοποιούσαμε
στον
κλασσικό
αυτοματισμό
αντικαθίσταται
από
το
πρόγραμμα
αυτοματισμού.
Αυτό
σημαίνει,
για
παράδειγμα,
ότι
οι
βοηθητικές
επαφές
που
χρησιμοποιούσαμε
στο
κύκλωμα
ελέγχου
του
κλασσικού
αυτοματισμού, πλέον δεν χρησιμοποιούνται ως υλικά - αντικαθίστανται σε επίπεδο προγραμματισμού από τον αντιστροφέα (πύλη ΝΟΤ)
Όταν
στο
ηλεκτρολογικό
σχέδιο
έχουμε
κανονικά
κλειστή
επαφή
ηλεκτρονόμου,
την
δηλώνουμε
στις
γλώσσες
προγραμματισμού
με
τον
αντίστοιχο
αντιστροφέα
κάθε
γλώσσας
-
π.χ.
πύλη
ΝΟΤ
στη
γλώσσα
λογικών
γραφικών.
Όταν
όμως
η
κλειστή
επαφή
είναι
επαφή
διακόπτη
,
μπουτόν
ή
αισθητήρα
τότε
δεν
την
δηλώνουμε
με
τον
αντίστοιχο
αντιστροφέα
της
γλώσσας
προγραμματισμού
που
χρησιμοποιούμε.
Αυτό
που
κάνουμε
είναι
να
δηλώνουμε
εξαρχής
στις
ιδιότητες
της
συγκεκριμένης
εισόδου
αν
πρόκειται
για
διακόπτη,
μπουτόν
ανοικτό,
μπουτόν
κλειστό
κλπ.
Στο
διπλανό
σχήμα
έχουμε
δηλώσει
την
είσοδο Ι1 ως διακόπτη (switch)
Ερώτηση:
Είναι άραγε απαραίτητο το ηλεκτρολογικό σχέδιο του αυτοματισμού προκειμένου να αναπτυχθεί το αντίστοιχο πρόγραμμα σε PLC;
Καταρχάς,
το
ηλεκτρολογικό
σχέδιο
μπορεί
να
μετατραπεί
σε
πρόγραμμα
PLC
μέσω
κάποιων
κανόνων
που
εφαρμόζουμε.
Όμως
σε
σύνθετους
πολύπλοκους
αυτοματισμούς
η
ανάπτυξη
του
ηλεκτρολογικού
σχεδίου
του
αυτοματισμού
είναι
πολύ
δυσκολότερη
από
την
ανάπτυξη
του
προγράμματος.
Μάλιστα
σε
ορισμένες
περιπτώσεις
είναι
πιο
εύκολο
να
αναπτυχθεί
το
πρόγραμμα
άμεσα
από
τα
δεδομένα
του
αυτοματισμού
παρά
χρησιμοποιώντας
ένα
έτοιμο
ηλεκτρολογικό σχέδιο του αυτοματισμού. Σε αυτή την περίπτωση συνηθίζουμε να εργαζόμαστε με τη βοήθεια του πίνακα αληθείας.































Όταν
λέμε
ότι
τα
PLC
έχουν
αντικαταστήσει
τους
Ηλεκτρονόμους
δεν
εννοούμε
ότι
οι
Ηλεκτρονόμοι
έχουν
εκλείψει
από
την
Βιομηχανία
-
τα
φορτία
στη
βιομηχανία
συνεχίζουν
να
τροφοδοτούνται
από
Ηλεκτρονόμους.
Όμως
βοηθητικές
επαφές,
χρονικά,
απαριθμητές
πλέον
καταργούνται
αφού,
ως
λειτουργίες,
ενσωματώνονται
στο
PLC.
Αποτέλεσμα
η
μείωση
του
κόστους
παραγωγής
και,
συνεπώς, η μείωση της τιμής των ηλεκτρονικών συσκευών.
Στο
παρακάτω
παράδειγμα
βλέπουμε
την
περίπτωση
ενός
ανελκυστήρα
τεσσάρων
στάσεων
με
χρήση
κλασσικών
συμβατικών
ρελέ
και
στη
συνέχεια,
τον
τρόπο
που
αυτή
η
διαδικασία μπορεί να απλουστευθεί με τη χρήση PLC
Η
ηλεκτρονική
λυχνία
είναι
μια
διάταξη
που
επιτρέπει
την
ελεγχόμενη
μεταβλητή
ροή
ηλεκτρονίων
μέσα
σε
ένα
ηλεκτρονικό
κύκλωμα
και
αποτέλεσε
την
αρχή
των
σύγχρονων
ηλεκτρονικών
συστημάτων.
Οι
λυχνίες
μπορούν
να
χρησιμοποιηθούν
ως
ανορθωτές,
ενισχυτές
ή
διακόπτες
καθώς
και
σε
άλλα
κυκλώματα
που
σχετίζονται
με
τη
μεταφορά
ηλεκτρικών
σημάτων.
Χρησιμοποιήθηκαν
πολύ
και
χρησιμοποιούνται
(περιορισμένα
πλέον),
για
την
κατασκευή
και
λειτουργία
ραδιοφώνων,
τηλεοράσεων,
ενισχυτών
ισχύος,
ραντάρ
και
σε
αναλογικούς
και
ψηφιακούς
υπολογιστές.
Ουσιαστικά,
έχει
αντικατασταθεί
από
το
τρανζίστορ.
Ο
ENIAC
(αγγλική
συντομογραφία
του
Electronic
Numerical
Integrator
and
Computer,
Ηλεκτρονικός
αριθμητικός
ολοκληρωτής
και
υπολογιστής),
ήταν
ο
πρώτος
μεγάλης
κλίμακας
επαναπρογραμματιζόμενος
ηλεκτρονικός
ψηφιακός
υπολογιστής
ικανός
να
λύσει
ένα
πλήρες
εύρος
υπολογιστικών
προβλημάτων,
όντας
ο
πρώτος
ηλεκτρονικός
ψηφιακός υπολογιστής γενικής χρήσης στον κόσμο.
Σκοπός
του
ήταν
η
σύνταξη
ακριβέστατων
πινάκων
εμβέλειας
και
τροχιάς,
για
τις
βολές
των
νέων
όπλων
του
αμερικανικού στρατού.
Είχε
περισσότερες
από
18.000
λυχνίες
και
1500
ηλεκτρονόμους.
Ζύγιζε
30
τόνους
και
καταλάμβανε
163
τετραγωνικά μέτρα χώρο. Κατανάλωνε 140 κιλοβάτ ισχύ.
Το
τρανζίστορ
θεωρείται
μία
από
τις
μεγαλύτερες
εφευρέσεις
του
20ου
αιώνα.
Είναι
το
κυριότερο
συστατικό
όλων
σχεδόν
των
σύγχρονων
ηλεκτρονικών
κατασκευών.
Η
πλατιά
χρήση
του
οφείλεται
κυρίως
στη
δυνατότητα
παραγωγής
του
σε
τεράστιες ποσότητες που μειώνουν το κόστος ανά μονάδα.
Θα
πρέπει
να
επισημάνουμε
ότι
η
βιομηχανία
μέχρι
τη
δεκαετία
του
΄80
χρησιμοποιούσε
ελάχιστα
τα
ηλεκτρονικά.
Το
90%
και
πλέον
των
αυτοματισμών
καταλάμβαναν
οι
αυτοματισμοί με ρελέ (ηλεκτρονόμοι)



Ο
γαλβανικός
διαχωρισμός
είναι
μόνωση
η
οποία
εμποδίζει
κάθε
άμεση
κυκλοφορία
ηλεκτρικού
ρεύματος
μεταξύ
γειτονικών ηλεκτρικών κυκλωμάτων.
Μια
μονάδα
εισόδων
24V
DC
αναγνωρίζει
π.χ.
τα
+24V
σαν
λογικό
“1”
και
τα
0V
σαν
λογικό
“0”.
Για
τις
περιπτώσεις
που
υπάρχει
διακύμανση
στην
τάση
(μη
σταθεροποιημένο
τροφοδοτικό)
οι
μονάδες
έχουν
μεγάλες
ανοχές.
Έτσι
από
13V
ως
30V
DC
λαμβάνεται
ως
λογικό
“1”
και
από
–3V
ως
+5V
DC
ως
λογικό
“0”.
Οι
ενδιάμεσες
τιμές
(6V
ως
12V
DC)
δεν
είναι δυνατόν να προκαθοριστεί πως θα τις κατανοεί το PLC
Στην
περίπτωση
παρακολούθησης
της
στάθμης
μιας
δεξαμενής
το
φυσικό
μέγεθος
που
αντιστοιχεί
στη
στάθμη
είναι
η
υδροστατική
πίεση.
Με
την
βοήθεια
λοιπόν
του
αισθητήρα
μετατρέπεται
η
υδροστατική
πίεση
σε
ηλεκτρικό
μέγεθος και υφίσταται επεξεργασία
Στο
παράδειγμά
αυτό
μπορούν
να
αντιστοιχιστούν
τα
0
cm
(ή
αλλιώς
0
bar)
σε
τάση
0V,
και
τα
10
m
(1000
cm
ή
1
bar)
σε
τάση
10V.
Οποιαδήποτε
ενδιάμεση
τιμή
π.χ.
3.25
m
θα
έχει
την
αντίστοιχη
ηλεκτρική
της
αναπαράσταση
δηλαδή
θα
είναι 3.25V
Οι
μονάδες
που
έχουν
τη
δυνατότητα
να
επεξεργαστούν
τέτοια
συνεχή
μεγέθη
και
να
τα
μετατρέπουν
σε
μορφή
κατάλληλη
να
τα
κατανοήσει
η
CPU
είναι
οι
μονάδες
αναλογικών
εισόδων.
Αυτές
δέχονται
ρεύματα
ή
τάσεις
που
παράγονται από τα αναλογικά αισθητήρια
Όπως
φαίνεται
από
το
σχήμα,
οι
είσοδοι
είναι
ηλεκτρικά
ανεξάρτητες
από
τις
εξόδους
αφού
τρφοδοτούνται
από
διαφορετικά
δίκτυα.
Η
μόνη
σύνδεση
που
υπάρχει
μεταξύ
εισόδων
και
εξόδων
είναι
μέσω
του
προγράμματος
το
οποίο
επεξεργάζεται
τα
δεδομένα
των
εισόδων
και
εξάγει
τα
αποτελέσματα των εξόδων
Π.χ.
αντιλαμβάνεται
την
είσοδο
Ι1
και
Ι2
με
τιμή
λογικό
“1”
και,
με
βάση
το
πρόγραμμα
που
έχουμε
εισάγει,
δίνει
στην
έξοδο Q1 τιμή λογικό “1”
Γίνεται
κατανοητό
ότι
στο
PLC
αποθηκεύονται
οι
κανόνες
της
γλώσσας
προγραμματισμού
που
θα
χρησιμοποιήσουμε
-
π.χ.
ότι
η
πύλη
ΑΝD
δίνει
λογικό
“1”
στην
έξοδο
όταν
όλες
οι
είσοδοι
είναι
επίσης
λογικό
“1”.
Αυτοί
οι
κανόνες
θέλουμε
να
μπορούν
να
διαγραφούν
από
την
μνήμη
του
PLC
ή
να
υπάρχουν
για
πάντα;
Το
θέμα
είναι
ότι
αν
διαγραφούν,
δεν
θα
μπορέσουμε
να
γράψουμε
κάποιο
πρόγραμμα
αφού
θα
λείπουν οι κανόνες.
Επίσης
στο
PLC
αποθηκεύεται
το
πρόγραμμα
με
το
οποίο
θέλουμε
να
ελέγξουμε
έναν
αυτοματισμό.
Προφανώς
αυτό
το
πρόγραμμα
θα
πρέπει
να
μπορούμε
να
το
διαγράφουμε
κάθε
φορά
που
θέλουμε
να
το
αλλάξουμε
ώστε
να
αλλάξουμε
τη
λειτουργία του αυτοματισμού.
Άρα
σε
ποια
μνήμη
πρέπει
να
γραφτούν
οι
“κανόνες”
και
σε
ποια μνήμη το πρόγραμμα;
Ας
θυμηθούμε
την
εκκίνηση
ενός
κινητήρα.
Η
αρχή
της
λειτουργίας
αυτού
του
συστήματος
είναι
γνωστή:
όταν
πιέσουμε
το
πλήκτρο
START
ο
κινητήρας
μπαίνει
σε
κίνηση
εφόσον
είναι
σε
στάση,
ενώ
όταν
πιέσουμε
το
πλήκτρο
STOP
ο κινητήρας σταματά, εφόσον κινείται.
Υποθέτουμε
ότι
μια
δεδομένη
χρονική
στιγμή
γνωρίζουμε
τη
στιγμιαία
τιμή
των
εισόδων
π.χ.
ότι
δεν
πιέζεται
κανένα
από
τα
δύο
πλήκτρα
του
χειριστηρίου.
Ο
κινητήρας
θα
στραφεί ή θα είναι σε στάση;
Η
πληροφορία
αυτή
δεν
είναι
από
μόνη
της
επαρκής,
για
να
καθορίσουμε
με
βεβαιότητα
την
κατάσταση
της
εξόδου,
δηλαδή
την
κίνηση
του
κινητήρα.
Ο
κινητήρας
μπορεί
εξίσου
καλά,
να
στρέφει
ή
να
είναι
σε
στάση.
Ειδικότερα
γνωρίζουμε
ότι
χωρίς
επέμβαση
στο
χειριστήριο
ο
κινητήρας
θα
κινείται,
εάν
ήδη
στρεφόταν
ενώ
θα
παραμείνει σταματημένος, εάν ήταν ήδη σε στάση.
Με
άλλα
λόγια,
αυτό
το
σύστημα
αυτοματισμού
θυμάται
και
διατηρεί
την
κατάσταση
που
είχε
προηγουμένως,
δηλαδή
η
έξοδος
του
εξαρτάται
από
την
προηγούμενη
κατάσταση
της
εξόδου.
Θα
μπορούσαμε
να
πούμε
ότι
ένα
τέτοιο
σύστημα
αυτοματισμού διαθέτει μνήμη.
Αυτό
είναι
και
ένα
γενικότερο
χαρακτηριστικό
των
ακολουθιακών
αυτοματισμών
–
δηλαδή
ότι
αυτά
τα
συστήματα
διαθέτουν
και
εσωτερικές
μεταβλητές
(μνήμες).
Το
σύστημα
αυτοματισμού
καταχωρεί
τιμές
σε
αυτές
τις
μνήμες
και
τις
επαναχρησιμοποιεί
μαζί
με
τις
τιμές
των
εισόδων
για
τον
υπολογισμό
των
τιμών
των
εξόδων
του
συστήματος.